
 13828704283
13828704283
13828704283
13828704283
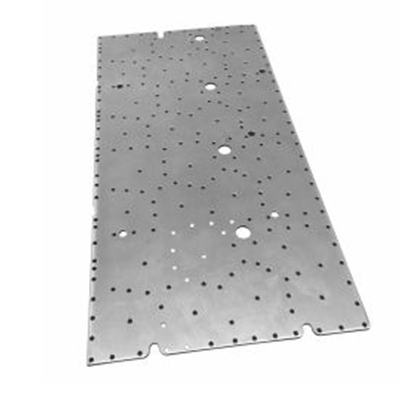
钻攻机用钻头在实心材料上加工出孔,称为钻孔,这种切削加工过程叫做钻削。在手表零件加工过程巾,钻孔是最常用的孔加工办法之一。例如,手表机心的根本零件—主夹板上,一般都有30-40个小孔。
由于这些孔的孔径和坐标精度要求很高,并且用处不同,往往要经过钻孔、粗修、精修、攻丝等各道工序才干完成。在夹板孔的加工中,钻孔多用于加工精度低的孔(螺纹预钻孔、减轻fiL)和需求精批改孔的粗加工。
为了保证孔的方位梢度,钻孔曾经要有预备工序—压样冲工序。用样冲模在工件表面需钻孔的方位上压出样冲坑,以便在钻孔时对钻头进行导向,防止钻孔偏斜。在夹板零件加工中,利用样冲导向钻出的孔,孔系的方位度一般能够达到沪0.06毫米。










 QQ客服
QQ客服