
 13828704283
13828704283
13828704283
13828704283
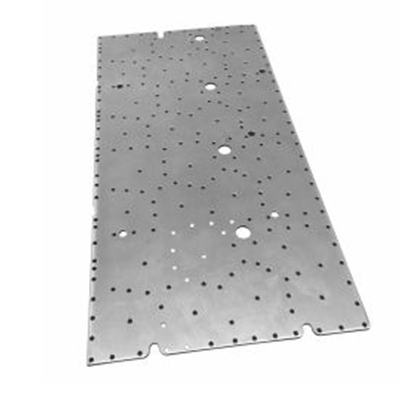
磁盘加工操作规范及注意事项:
打开箱子,擦拭磁盘底部,放在数控雕铣机的工作台上,用螺丝固定周围的码仔,测试磁盘的平面。
磁盘一般是开粗的最小工件,120#120#60(注:高度不能超过宽度的一半,30R5的刀粒进给50丝没问题。磁盘高400#400#90。能吸到最大工件550#550#225高的工件开粗,50丝没问题。用铜棒敲击磁盘吸入的工件会移动,但无法检测磁盘吸入的大小。可以用100#100#20高的工件打开厚度,进给50根(测试磁盘的吸入大小)。

另外,注意编程时间,不要锣到磁盘表面,因为现在有些客户不注意:会锣到磁盘表面一些,看起来不好看,不影响磁盘的吸力,因为磁盘表面有10毫米厚,而且磁盘的手动开关必须搬到位。
工件操作规范:
因为工件吸磁盘后,工件下面是真空。退磁后,先用铜棒敲下工件,使工件松动,然后用双手沿着磁盘表面滑下工件。大于磁盘台面的工件可以直接抬起来,因为是强磁盘,磁盘表面有一些剩磁是正常的。
举例来说:80#80#40的小工件光刀没问题,四周要加挡块,接触面大一点,吸的牢一点。加工工件时,有很多客观原因。看编程师傅怎么编程了。










 QQ客服
QQ客服